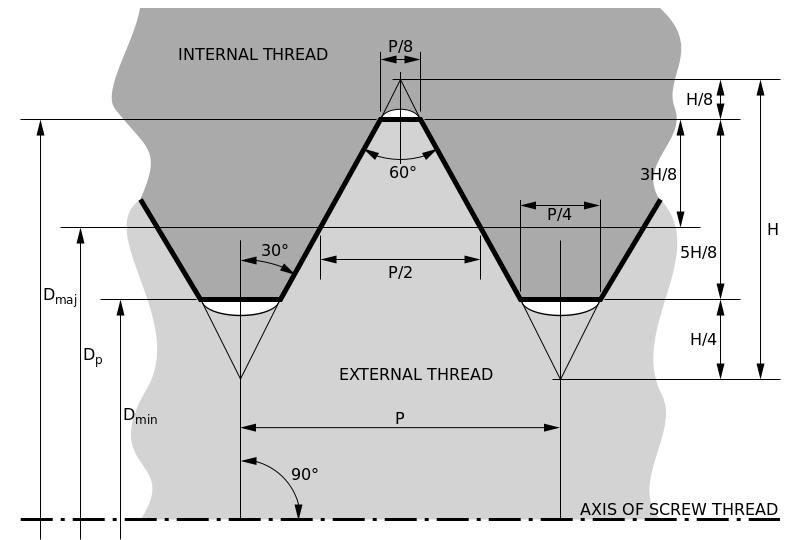
Here, this should explain it:

The "M3" is the Dmaj dimension, i.e. the outer diameter. for a tapped hole you need to drill with something smaller. Dmaj - 5/8H, I guess ?
en.wikipedia.or...rew_thread
It's a good question, and I'm quite certain the hole you drill has to be smaller than 3mm.
I found this site, whether it's correct or not I don't know. It suggests 2,5mm drill bit.
www.shender4.co..._chart.htm